



所需的焊接速度大于每分钟45至50厘米。在这个过程中,要注意很多环节的适度。除了速度和温度外,要求焊接宽深比保持在1.5:1~2:1之间,焊接件厚度小于等于12mm。下一步是钝化焊缝表面,主要是通过酸洗。经过这一步,不锈钢中板自我提升的能力才能得到保证。这种焊接方式的首要选择在于低温焊接条件,会导致不锈钢中板中的不稳定元素变得稳定,从而避免脆性变化的发生。
切割喷嘴是火焰切割机的关键部件。为了提高火焰切割机的切割性能,对通道孔进行了热力学分析,并对拉瓦尔管通道的结构进行了分析。通过参数计算,得到了简化可行的通道设计方案。采用电回转数控加工和电回转数控加工与电火花加工相结合的方法对两个切削工件进行加工。通过钢板加工和切割的对比试验,证明了内壁结构可以增加切割氧气流量,有效提高切割机的切割性能。
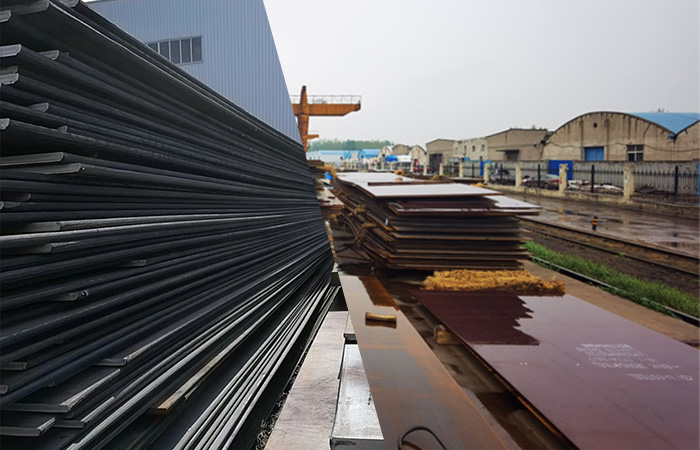
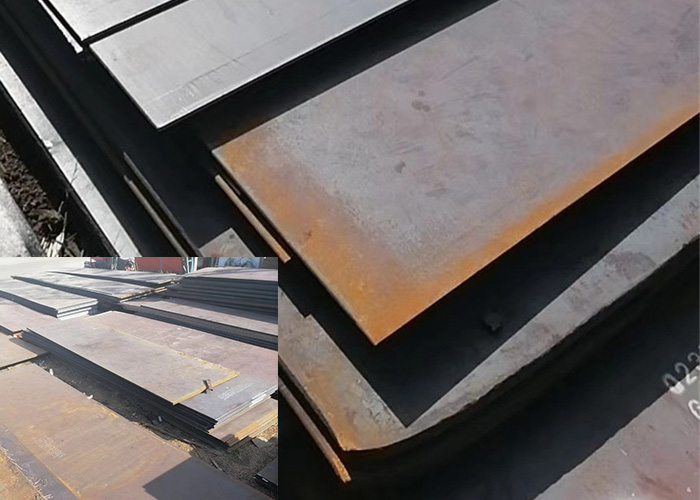
厨具方面,不锈钢中厚板可做水槽、搁板、橱柜等。在海洋工程中,与海水接触的工件大多是不锈钢,因为海水中的腐蚀介质较强。比如天然气开采平台上的大部分设备都是不锈钢中厚板。随着现代社会工业的发展,不锈钢中厚板因其厚度大、实用、耐用、耐腐蚀而被应用于要求苛刻的领域。中厚板切割分类,中厚板加工如下所示:钢板是用钢水浇注,冷却后压制而成的平板状钢材。钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成的。