



气动弯管机设备完好的标准是什么?零件齐全,质量符合要求。 1.主传动及辅助系统零件齐全,液压系统无泄漏,附件齐全,质量符合规定的技术要求。 2.压力表、油表、压力继电器灵敏可靠,油质符合液压油技术标准。 3.机身与地脚螺栓连接牢固,无松动。 4.油系统管路布置合理,无破损,液压部分传动灵敏可靠。 5.弯管机设备的防护漆不得脱落,外露表面应干净整洁,不得有油脂或黄袍。

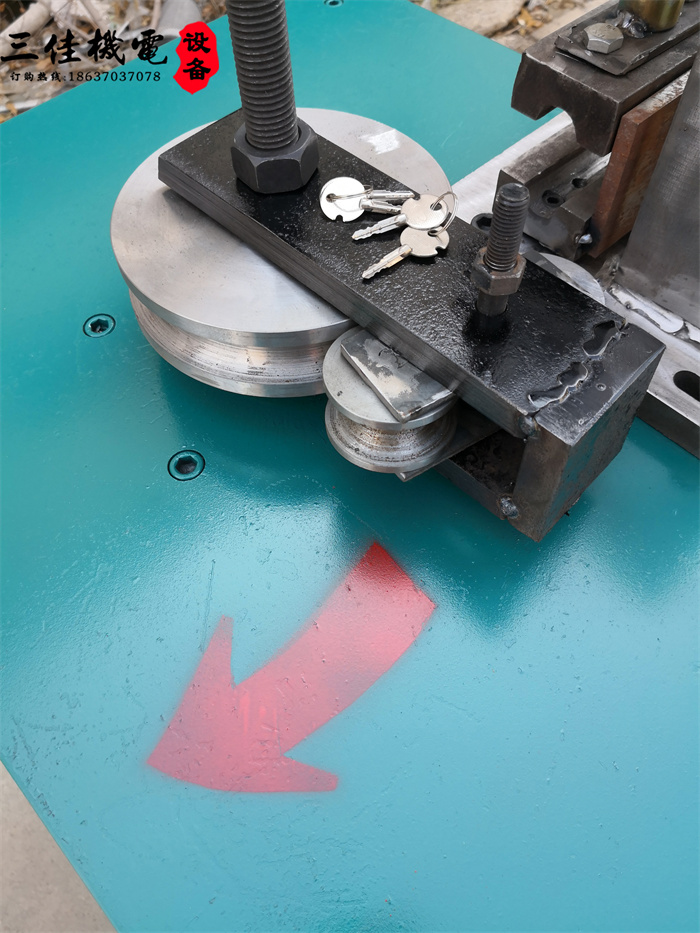
至于如何操作防腐管,我们可以用弯管机把管子弯起来。首先要把管子的方向弄平,让防腐管在模具里,在底座里,在楔子里。要实现这个过程,需要两个手柄(基础控制手柄和楔形控制手柄)。放置防腐管时,楔压达到210bar。按下底座控制手柄,升起主顶轴油缸。当达到一定高度时,松开手柄,暂停1-2秒,降低回弹力。这时,你可以用角度尺测量冷弯管的角度,然后抬起底座控制手柄释放油缸压力,抬起弯管机上的楔形控制手柄释放楔形油缸压力。然后,你可以测量弯管的角度。由于钢材的弹性,但是怎么知道钢材的回弹率呢?一般弯曲角度达到1度时,实际自然角度只有0.5度。每根冷弯管开始煨制时,应测量前两遍、后两遍和中间时间,这样可以减少各种因素对弯管角度(材质)的影响。液压弯管机的工作原理其实很简单:数控液压弯管机由油缸、支架和模具组成。
弯管机丝杆导轨或直线导轨的维护和清洁(清洁比较困难,建议每半个月清洁一次),导轨相对来说比较复杂,基本上所有的核心部件都在导轨上,而且为了保持位置的光滑,经常涂上润滑油,非常容易吸附一些固体杂物在上面。这影响了行走的平稳性,所以有必要进行这方面的保养。用干抹布或棉花擦拭至光亮无尘,再涂上润滑油,均匀分布在各导轨上。弯管机完成弯管后不回弯的处理:1.检查辅助按压感应灯是否点亮。2.检查主弯主缸的电池阀是否堵塞。


 燃气用铝合金衬塑PE管" width="160" height="152">
燃气用铝合金衬塑PE管" width="160" height="152"> 铝合金衬PE-RT" width="160" height="152">
铝合金衬PE-RT" width="160" height="152">

