
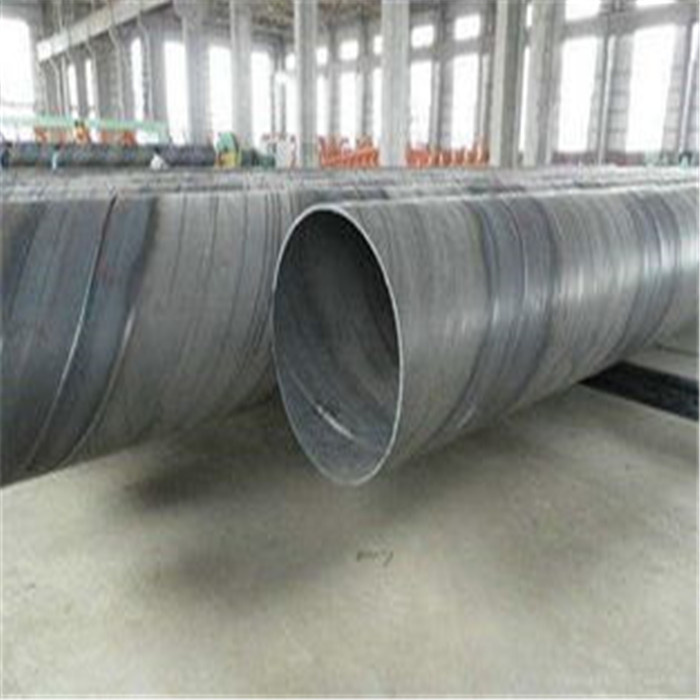



螺旋钢管焊缝处理:螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平,合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。

但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产的速度较低,因此,大口径钢管大多通过螺旋焊进行焊接,小口径钢管大多采用直缝焊进行焊接,在工业上生产大口径直缝钢管时,采用的是T形焊接技术,即将一小部分直缝钢管对接并连接,以满足项目所需的长度,另外,根据埋弧焊的技术规定,每道焊缝均应进行引弧和灭弧处理,但每根钢管在焊接环缝焊时均不能满足此条件,因此可能在灭弧过程中出现更多的焊接缺陷。
因而,喷雾(抛光)除锈是管道除锈的抱负办法,通常,喷丸除砂主要可以用于管道的内部和外部数据处理,喷丸除砂主要包括用于管道的表面信息处理,工具除锈,首先,用钢丝刷等工具对钢材表面进行抛光,以清除疏松或拉长的氧化物,铁锈,焊渣等,手动工具的除锈能力可以达到sa级,电动工具的除锈能力可以达到sa级,酸洗,一般采用化学和电解方法,可用于酸洗后的喷砂、管道的化学酸洗防腐、氧化防垢、腐蚀、旧涂层的去除和除锈。


 燃气用铝合金衬塑PE管" width="160" height="152">
燃气用铝合金衬塑PE管" width="160" height="152"> 铝合金衬PE-RT" width="160" height="152">
铝合金衬PE-RT" width="160" height="152">

