



航空类零件相对于其他行业的零件来说,有一些显著特征,决定了其加工工艺的选择。如:其品类多,精度高,类型复杂,具有小批量,多种类的特点,而且航空零件在不断的研发改进中,不会就某个类型大批量投产,适合小批量研发试制。因此无法采用大规模流水线生产方式来提高效率和降低成本。航空零件加工一般会采用机械加工方式来实现。 航天零件机械加工的材料-工艺-表面处理等各方面要求极其严格,一般航空材料会选用轻质的钛合金,镁合金,还有其他优质的铝合金,不锈钢等。其加工一般要求一次性成型,不接受拆件焊接,精度要求高,关键位置不允许有偏差,甚至每一个螺纹孔都必须配合完美!另其外表面由于受到高气流气压,雨打风吹等恶劣环境,必须采用表面处理来保护,如氧化、电镀、喷涂等。

目前航空发动机制造工艺过程中应用较为广泛的复合加工技术有以下2种: (1)基于工序集中原则,以多种机械加工工艺为主的复合加工技术。例如:车削、铣削、磨削、钻削、镗削和绞削等工艺,其中的部分工艺可以一次性装夹完成。 (2)特种加工方法与切削、磨削组合,去除材料工艺方式的复合。例如:激光、电火花和超声波等特种加工方法与切削、磨削的组合。
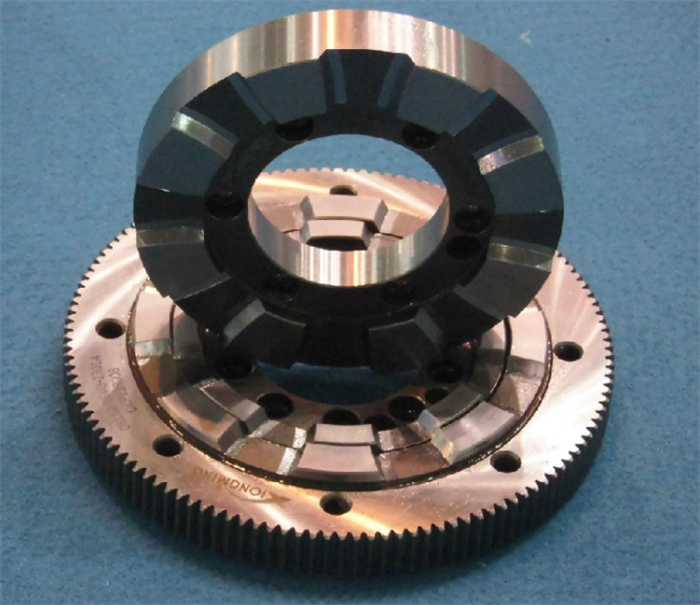
航空发动机的涡轮盘、整体叶盘、涡轮叶片等零件的材料大多为钛合金和镍基高温合金,如图所示,由于大多是薄壁件,因此对其制造精度要求极高,对其加工刀具要求亦很高。高温合金加工时由于其切削力大、加工硬化倾向大、切削温度高、刀具磨损严重使其成为典型的难加工材料。 高温合金家族共有的特点:导热性差、弹性模量小、化学活性高和摩擦系数大,还具有其他高温合金不具备的高强度、高韧性和高硬度的特点使得其归属于难加工材料行列。在车削过程中主要表现在切屑与前刀面接触面积小,刀尖应力集中,切削温度高,切屑不易折断并且锯齿化严重,刀具磨损严重,导致加工效率很低,工件加工表面质量较差。


 燃气用铝合金衬塑PE管" width="160" height="152">
燃气用铝合金衬塑PE管" width="160" height="152"> 铝合金衬PE-RT" width="160" height="152">
铝合金衬PE-RT" width="160" height="152">

