
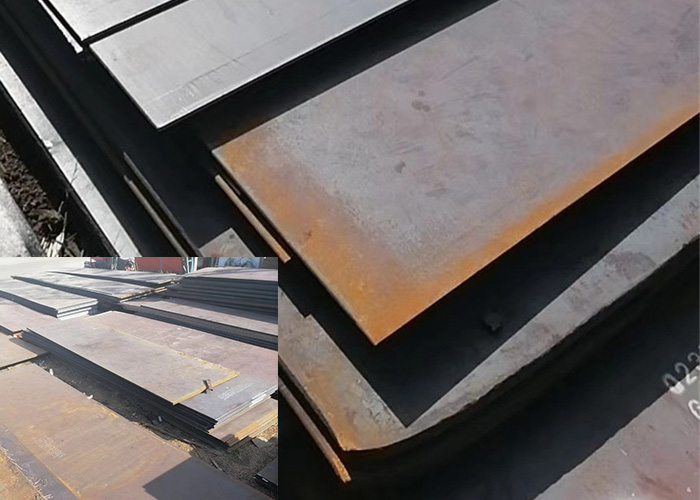



钛和一般钢的复合材料称为钛-钢复合材料,它既有钛的耐腐蚀性,又有一般钢板作为结构的强度。重要的是它的成本也大大降低了。那么钛-钢复合板的焊接顺序和焊接材料的选择如下: 通常先焊底层,底层(碳钢、低合金钢)焊缝不要穿透到覆层金属中,防止焊缝金属脆化或开裂。 当焊接(堆焊)覆层的一侧时,需要考虑稀释的影响。因此,在焊接复合板的覆层时,应选择合适的填充金属先堆焊一层或多层过渡层,然后再焊接覆层,过渡层的填充金属必须能允许对底层钢材的稀释;

金属复合板是指在一层金属上覆盖另一种金属的板材,在不降低使用效果(如耐腐蚀、机械强度)的情况下,达到了节约资源、降低成本的效果。复合材料按外观可分为复合板、复合管、复合棒。主要用于防腐、压力容器制造、电力建设、石油化工、医药、轻工、汽车等行业。金属复合板是指在一层金属上覆盖另一种金属的板材,在不降低使用效果(如耐腐蚀、机械强度)的情况下,达到了节约资源、降低成本的效果。其复合方法通常包括爆炸复合、爆炸轧制复合和轧制复合。复合材料按外观可分为复合板、复合管、复合棒。主要用于防腐、压力容器制造、电力建设、石油化工、医药、轻工、汽车等行业。
所需要焊接的速度,是在四十五到五十厘米每分钟以上。在这个过程中,要注意多个环节的适度情况。除了速度与温度之外,所需要焊接的宽深比例,也要保持在一点五比一与二比一之间,焊接件的厚度要保证小于等于12mm。下一步要进行的是焊缝面的钝化处理,主要是酸洗钝化处理。在经过这一步骤处理之后,可以保证不锈钢中板提升本身的能力。 选用这种焊接办法的首要,在于低温的焊接状况,会导致不锈钢中板内部的不稳定要素趋于稳定,避免了脆性改动的状况发作。


 燃气用铝合金衬塑PE管" width="160" height="152">
燃气用铝合金衬塑PE管" width="160" height="152"> 铝合金衬PE-RT" width="160" height="152">
铝合金衬PE-RT" width="160" height="152">

